![رازهایی درباره جوشکاری CO2 [بروزرسانی تیر1403]](https://ariavash.ir/fa/storage/2024/05/رمز-و-رازهای-جوشکاری-CO2.jpg "رازهایی درباره جوشکاری CO2 [بروزرسانی تیر1403]")
تاریخچه جوشکاری CO2 یا قوسی فلز گاز (GMAW)
آنچه که در این مطلب میخوانید:
تاریخچه فرایند جوشکاری قوسی فلز گاز یا اصطلاحا جوشکاری CO2 یا میگ و مگ به عنوان فرایند جوشکاری که در آن از یـک قـوس الكتريكی بين حوضچه مذاب و یک فلز پرکننده استفاده میشود به سال ۱۹۲۰ میلادی برمی گردد.
ولی زمان تجاری شدن این فرایند را به اواخر دهه ۱۹۴۰ میلادی نسبت داده اند. در ابتدا برای جوشکاری آلومینیم و تحت پوشش گازهای محافظ خنثی آرگون و هلیم با نام جوشکاری فلز – گاز خنثی (MIG) استفاده شد. در ادامه پیشرفت های این فرایند منجر به استفاده از گاز فعال دی اکسید کربن برای جوشکاری فولادها شد و فرایندی با نام جوشکاری فلز گاز فعال (MAG) معرفی شد.
در این اواخر نیز به دلیل امکان استفاده از هر دو نوع گاز خنثی و فعال استفاده از اصطلاح جوشکاری قوسی فلز گاز GMAW برای هر دو نوع فرایند به طور رسمی پیشنهاد و تایید شد.
درباره جوشکاری CO2
این فرایند ممکن است به صورت ماشینی شده نیمه اتوماتیک و اتوماتیک استفاده شود. اغلب فلزات مهم تجاری مثل فولادهای کربنی استحکام بالا و یا کم آلیاژ فولادهای زنگ نزن الومینیم، مس تیتانیم و آلیاژهای نیکل را میتوان با این فرایند در همه حالات و وضعیتها و با انتخاب گاز محافظ و الکترود مناسب جوشکاری کرد.
در این فرایند از سیستم های اتوماتیک تغذیه سیم جوش به حوضچه مذاب استفاده می شود که سیم جوش توسط یک گاز خارجی محافظت می.شود برای استفاده لازم است تا در ابتدا جوشکار یا اپراتور با توجه به نوع و ضخامت فلز پایه و یا سیم جوش تنظیماتی از قبیل ولتاژ و یا سرعت تغذیه سیم جوش به حوضچه را روی دستگاه انجام دهد تا طول قوس و جریان الکتریکی به طور اتوماتیک کنترل شود.
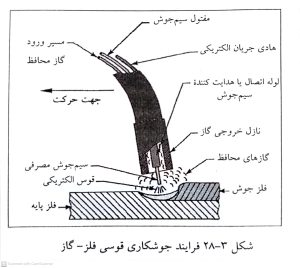
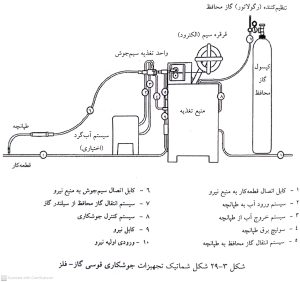
سپس لازم است تا جوشکار فقط تنظیماتی از قبیل سرعت جوشکاری و جهت جوشکاری و وضعیت نگهداری ،تورچ جوشکاری را به صورت دستی انجام دهد تا ضمن سهولت در جوشکاری جوش مناسبی نیز تولید شود تجهیزات مورد نیاز فرایند GMAW در شکل ۳-۲۹ مشاهده می شود تجهیزات اساسی این فرایند شامل یک تورچ جوشکاری و کابلهای آن سیستم یا واحد تغذیه الکترود منبع نيرو يا تغذیه و سیلندر یا منبع گاز محافظ می باشد.
وظیفه تورچ جوشکاری اتصال دادن سیم جوش به جریان الکتریکی دستگاه و گاز محافظ و هدایت کردن آنها به سمت قطعه کار است تا ضمن برقراری قوس الکتریکی با انرژی مناسب حفاظت خوبی از حوضچه مذاب در مقابل اتمسفر محیط انجام شود به طور معمول برای امکان ایجاد شرایط خود تنظیم در قوس الکتریکی که سهولت در جوشکاری را به همراه دارد از منابع تغذیه با قابلیت ولتاژ ثابت استفاده میشود در واقع با ایجاد شرایط ولتاژ ،ثابت در یک سرعت تغذيه مشخص الكترود تغییر در وضعیت یا ارتفاع تورچ باعث تغییر در آمپراژ مصرفی میشود تا همواره طول قوس ثابت که داشته شود.
نحوه عملکرد جوشکاری CO2
برای مثال پس از برقراری قوس الکتریکی با دور شدن تورچ از سطح قطعه کار منظور حفظ طول قوس آمپراژ کاهش مییابد کاهش در آمپراژ باعث کاهش شدت ذوب سیم جوش ی شود این کاهش در سرعت ذوب سیم جوش که در یک سرعت ثابت از تغذیه سیم جوش اتفاق می افتد باعث افزایش طول آن و پیش آمدن سیم جوش تا طول قوس اولیه میشود و به صورت ثابت باقی میماند طول قوس از موارد دیگری که در این نوع از فرایندهای جوشکاری بسیار مهم ،است نحوه انتقال قطرات مذاب سیم جوش به حوضچه مذاب است .
نوع انتقال قطرات توسط چندین عامل تعیین میشود که از آنها میتوان به اندازه و نوع جریان الکتریکی قطر سیم ،جوش ترکیب شیمیایی آن مقدار پیش آمدگی سیم جوش از نازل و نوع گاز محافظ اشاره کرد انتقال قطرات به حوضچه به سه روش اساسی انجام میشود که در ادامه به آنها اشاره میشود؛
(الف) انتقال اتصال کوتاه Short circuiting transfer)
ب انتقال قطره ای (Globular transfer)
ج) انتقال اسپری یا پاششی (Spray transfer)

انتقال اتصال کوتاه قطرات در پایین ترین محدوده مورد نیاز از جریان الکتریکی برای قطر مشخص سیم جوش انجام می.شود پس از آنکه قطره ایجاد شده در نوک سیم جوش با سطح قطعه تماس پیدا کرد و اتصال کوتاه که با خاموش شدن قوس الکتریکی همراه است اتفاق افتاد، انتقال قطره از سیم جوش به حوضچه جوش انجام می شود در واقع هنگام برقراری قوس الکتریکی انتقالی از فلز سیم جوش در طول قوس به قطعه کار صورت نمی پذیرد ایجاد حوضچه جوش کوچک که سریع منجمد میشود از ویژگیهای این نوع از انتقال است که برای اتصال قطعات نازک جوشکاری در وضعیت های مختلف لبه سازی یا پلزنی برای جوشکاری اتصالات با فاصله ریشه بزرگ بسیار مناسب است . تماس سیم جوش با اتصال کوتاه از ۲۰ تا ۲۰۰ بار در ثانیه انجام میشود.
نوع و ترکیب گاز محافظ به دلیل اثر روی اندازه قطرات تشکیل شده در نوک نوع از انتقال اثر بسیار شگفت انگیزی خواهد داشت گاز دی اکسید کربن در مقایسه با گازهای خشی پاشش و جرقه های بیشتری خواهد داشت ولی امکان ایجاد نفوذ عمیق تر را نیز خواهد داد.
در این نوع از انتقال قطرات برای ایجاد پاشش و قدرت نفوذی مناسب در جوشکاری فولادها توصیه می شود تا از نفوذ را برای جوشکاری فلزات غیر آهنی افزایش دهد.

با استفاده از قطبیت DCEP که در أن الكترود به قطب مثبت منبع تغذيه وصل میشود صرف نظر از نوع گاز محافظ در آمپراژهای نسبتاً پایین انتقال قطرات به صورت قطره ای انجام می شود. در این نوع از انتقال قطرات مذاب اثر گازهای محافظ بسیار بیشتر است به طوری که گازهای دی اکسید کربن و هلیم میتوانند در هر مقدار از جریانهای الکتریکی اندکی بیشتر از میزان لازم برای انتقال اتصال کوتاه باعث ایجاد این نوع از انتقال باشند .
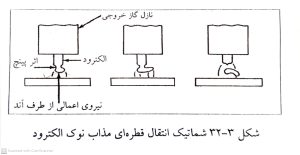
اندازه قطره مذاب تشکیل شده در نوک سیم جوش افزایش می یابد و از قطر آن نیز بزرگتر می.شود بزرگ شدن قطره کمک میکند تا به دلیل نیروی ثقل زمین ، قطره از سیم جوش راحت تر جدا شود اگرچه افزایش در اندازه قطرات منجر به افزایش در میزان پاشش و جرقه های جوشکاری میشود ولی ممکن است فرایند مناسبی برای حالتهای تخت جوشکاری باشد. علاوه بر نیروی گرانشی ،زمین برای جدا شدن مذاب در نوک سیم جوش از نیروهای مغناطیسی نیز استفاده میشود که با حرکت دادن قطره مذاب عمل جدا شدن آن را تسهیل می کنند هر چند باعث میشوند که به جای حرکت منظم قطره به صورت تصادفی با سطح قطعه برخورد کند که می تواند احتمال ایجاد عیوبی مانند عدم ذوب و یا عدم نفوذ را افزایش دهد.
بالا بودن خطر ایجاد عيوب عدم ذوب و یا نفوذ ناقص و حجم زیاد پاششها و جرقه های جوشکاری در این نوع از انتقال باعث میشود تا به عنوان روشی مناسب برای جوشکاری توصیه نشود در شکل زیر می توانید این نوع از انتقال قطرات مذاب را به صورت شماتیک مشاهده کنید.
در صورت استفاده از گاز محافظ آرگون خالص میتوان نوع مشخصی از انتقال قطرات را تولید کرد که ضمن پایدار بودن دارای حداقل پاشش می باشد. در این نوع از انتقال که در جریانهای بالای قطبیت DCEP روی میدهد حداقل یکصد قطره ریز در هر ثانیه از سیم جوش جدا و به طور منظم به حوضچه مذاب اضافه میشوند در اثر حرارت زیادی که به قطعه کار وارد میشود حوضچه مذاب بزرگی تشکیل میشود که سیالیت بالایی دارد و به راحتی میتواند جاری شود.
بنابراین برای جوشکاری در وضعیتهای تخت و افقی مناسب است ولی برای وضعیتهای جوشکاری سقفی و عمودی مناسب نمی باشد برای آگاهی از انواع وضعیتهای جوشکاری به فصل چهار مراجعه شود. این نوع از انتقال را به دلیل آنکه فقط در صورت استفاده از گاز خنثی آرگون اتفاق می افتد را می توان برای جوشکاری انواع فلزات استفاده کرد هر چند به علت حرارت ورودی بالای انتقال در صورت نازک بودن ورقها ممکن است به جای جوشکاری باعث برش آنها شود.
به منظور بهره مندی همزمان از مزایای انتقال اتصال کوتاه و اسپری که باعث ایجاد قوسی پایدار و یکنواخت با حرارت ورودی کمتر به قطعه کار میگردد استفاده از جریانهای پالسی ابداع و متداول شد. در انتقالهای با جریان ،پالسی مطابق با شکل زیر جریان زمینه باعث ایجاد قوس الکتریکی و ذوب جزئی سیم جوش می.شود سپس پالس جریان که با کاهش آن همراه است موجب می شود تا قطره بزرگتر شود و در نهایت بدون اتصال ،کوتاه قطره جدا شده و به حوضچه اضافه میشود. در ادامه جریان الکتریکی دوباره افزایش مییابد تا با افزایش انرژی قوس الکتریکی قطره ای جدید در نوک سیم جوش ایجاد شود و این مراحل به طور پیوسته تکرار میشود.

آشنایی با انواع سیم جوش های CO2
فلز پرکننده در فرایند GMAW علاوه بر نقش تأمین کننده فلز مورد نیاز اتصال باید الکترون ها را برای ایجاد قوس الکتریکی به نوک سیم جوش نیز انتقال دهد تنوع در ترکیب شیمیایی سیم جوشها ایجاد یک سیستم نام گذاری مشخص برای آنها را ضروری کرد سازمانها و انجمن های مختلفی اقدام به تدوین سیستمها و مشخصه هایی برای نامگذاری آنها کردهاند که از جمله آنها میتوان به انجمن جوشکاری آمریکا (AWS) اشاره کرد این انجمن در استانداردهای سری AS.XX اقدام به تو الکترودهای اکثر فرایندهای جوشکاری کرده است که فهرست استانداردهای مرتبط به این فرایند را در جدول ۲-۲ مشاهده میکنید براساس این استاندارد طبقه بندی سیم جوشهای جوشکاری فولادهای کربنی برای این فرایند مطابق با استاندارد 5.18 AWS به شرح زیر میباشد.

ER XX S-X N HZ
ER : مفتول سیم جوش
XX : حداقل استحكام كششی فلز جوش بر حسب Ksi
S :مفتول جامد فلزی
:X ترکیب شیمیایی فلز جوش یک عدد از ۲ تا ۷ و یا حرف G
N: مناسب برای جوشکاری تجهیزات هسته ای
:HZضریبی که مقدار هیدروژن را نشان میدهد .

معمولا سیم جوش های مورد استفاده در این فرایند مشابه با جنس فلزات پایه انتخاب می شوند ولی به منظور ایجاد قوسی پایدار و همچنین ایجاد شرایط مناسبی برای اکسیژن زدایی حوضچه مذاب جوش اندکی تغییر میکند . البته در مواردی خاص مانند جوشکاری فولادها و آلومینیم های استحکام بالا ممکن است از سیم جوشهایی کاملاً متفاوت از جنس فلز پایه استفاده شود. به طور مثال در جوشکاری قوسی فلز گاز آلیاژ برنز منگنز میتوان از سیم جوشهای آلیاژ مس روی یا آلومینیم برنز و یا آلیاژ مس- نیکل – منگنز – آلومینیم استفاده کرد.
قطر سیم جوشهای مورد استفاده در GMAW در مقایسه به نسبت فرایندهای دیگر کوچک تر است قطرهای از mm ۰٫8 تا ۱٫۶mm بسیار متداول تر هستند هر چند سیم جوشهای با قطر ۰/۵mm و تا ۳٫۲mm نیز استفاده شده.اند از آنجایی که قطر سیم جوشها کوچک بوده و به نسبت با آن از جریانهای الکتریکی بالا استفاده میشود بنابر این به سرعتهای بالای تغذیه سیم جوش نیاز است محدوده سرعت تغذیه سیم جوش میتواند برای بیشتر فلزات از ۴۰ تا ۳۴۰ میلیمتر در هر ثانیه باشد بجز فلز منیزیم که به سرعتهای بالاتر از ۵۹۰میلی متر بر ثانیه نیاز دارد.

اگر چه عدم وجود محدودیت در طول سیم جوش ،مصرفی امکان جوشکاری فلزات گوناگون در وضعیت های مختلف جوشکاری به صورت جوشهایی پیوسته و بدون نقاط شروع و توقف متعدد سرعت جوشکاری و رسوب دهی بیشتر در مقایسه با جوشکاری قوسی الکترودهای پوشش دار به دلیل حذف زمان لازم برای تعویض الکترود و سرباره زدایی و امکان انجام جوشکاری با تجهیزاتی که دارای نازل های دو یا چند سیم جوشی میباشند از مزایای این فرایند است ولی محدودیتهایی از قبیل پیچیده تر و گران تر بودن و قابلیت جابجایی کمتر ،تجهیزات سریع سرد شدن فلز جوش به علت عدم وجود لایه سرباره و حساسیت نسبت به وزش باد که منجر به عدم استفاده از این فرایند در مناطقی که سرپوشیده نباشد شده است وجود دارد.
نتیجه گیری
این مطلب تنها بخش کوتاهی درباره جوشکاری CO2 بود و تلاش شده بود به نکات مهم این فرایند جوشکاری پرکاربرد بپردازد اگر تمایل دارید این نوع جوشکاری بیاموزید می توانید با مشاورین ما در ارتباط باشید.