جوشکاری فلاش یا flash welding نوعی جوش لب به لب است که سطوح فلزی را از طریق جریان الکتریکی به یکدیگر جوش می دهد. به دلیل خاصیت رسانایی فلز، جریان الکتریکی می تواند از آن عبور کند در حالی که فاصله کمی بین قطعات کار وجود دارد.
این به نوبه خود جرقه های موضعی یا "قوس" ایجاد می کند که به سرعت فلز را گرم می کند.سپس کارگر قطعات را به هم متصل می کند تا پیوندی بین سطوح فلزی ایجاد شود.
جوشکاری فلاش چگونه کار می کند؟
جوشکاری فلاش با اعمال جریان از طریق فلزات لازم برای تشکیل یک پیوند کار می کند. خود فلز به عنوان یک رسانا عمل می کند و به جریان اجازه می دهد تا جریان یابد. این فرآیند مقدار قابل توجهی گرما تولید می کند. گرمای حاصل به اندازه ای است که فلزات را به یکدیگر جوش داده و یک جوش تشکیل دهد.
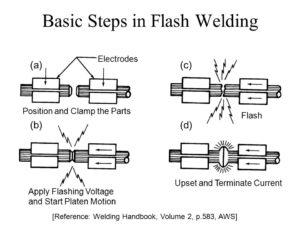
جوشکاری فلاش از نظر کاربرد منحصر به فرد است زیرا نیاز دارد جریانی را از قطعات فلزی عبور دهید در حالی که هنوز فاصله کمی بین آنها وجود دارد. شکاف به اندازهای کوچک است که اجازه میدهد جریان بین شکاف قوس کند که باعث ایجاد گرما در هر دو قطعه فلزی میشود. مقدار گرمای تولید شده برای نرم شدن و اغلب ذوب شدن سطح فلزات در حال اتصال کافی است.
در این مرحله است که کارگر دو فلز را به هم فشار می دهد و یک پیوند محکم و مطمئن ایجاد می کند. پس از رسیدن به دمای مناسب، جریان قطع می شود و کارگر منتظر می ماند تا جوش سرد شود.
چرا "فلاش" را می بینیم؟ تماسهای کوچکی که بین دو قطعه فلزی در طی فرآیند جوشکاری فلاش ایجاد میشود، نواحی محلی با چگالی جریان بالا را ایجاد میکند. همانطور که جریان الکتریکی گرم می شود، ذوب می شود و ناخالصی های درون فلز را می سوزاند، فلاش مشخصه ظاهر می شود.
مزایای این فرآیند چیست؟
به طور معمول، شما می توانید از جوشکاری فلاش روی هر چیزی که می تواند گیره شده و به آرامی به هم متصل شود، استفاده کنید. این اجازه می دهد تا اتصالات بر روی قطعات با طیف گسترده ای از شکل ها و اندازه ها ساخته شود. ریلهای راهآهن و رینگهای خودرو از کاربردهای رایج این فرآیند هستند.
این روش نیازی به پرکننده ندارد و کارگران نیازی به آماده سازی سطوح از قبل ندارند که پیچیدگی کلی را کاهش می دهد.در حین ایجاد قوس و تولید گرما، هر گونه ناخالصی در محل جوش به صورت فلاش سوزانده می شود و اتصال قوی و قابل اعتمادی ایجاد می کند.در نهایت، امکان اتصال فلزات غیر مشابه از جمله فلزات آهنی و غیرآهنی وجود دارد.
محدودیت ها چیست؟
واضح ترین ایراد قوس و چشمک زدن است که در طول فرآیند ایجاد می شود. این یک خطر احتمالی آتش سوزی است که در انتظار وقوع است که باید با هر جوشکاری به دقت مدیریت شود.
هر فلاش تولید شده فلز داغ است – فلزی که در طول فرآیند جوشکاری از بین می رود. این فلز به عنوان محصول فلاش در محل جوش قرار می گیرد که نیاز به تمیز کردن دستی دارد.
و در نهایت، جوشکاری فلاش نیازمند دستگاه های جوشکاری حجیم و سنگین است. این کار را به کارگاه های اختصاصی یا تجهیزات طراحی شده محدود می کند.